January 1995 Bulletin
Even though the magnitude of induced compressive stress with MetaLL ifeÒ is well managed, the resulting total effective value is determined algebraically by the starting tensile
stress (+KSI) existing in the die at the time of processing. During normal use, these levels of tensile stress can become quite high. Heat stress tempering is recommended after a prescribed number of shots since it removes most to all of these built up stresses returning the steel to a normalized state. When starting from a normalized zero condition, the effective optimized T-41 compressive stress
depth for 44Rc H-13 material is approximately -40KSI. If processing is performed to tooling that has existing tensile stress parameters, this value is reduced to the Algebraic Sum of the existing tensile (+KSI) and compressive stress (-KSI) levels. The resulting final value may end up being significantly less than the expected -40KSI value.
To illustrate this let us assume that a tool has an average +20KSI value of tensile stress at the time of processing. The resulting net value of compressive stress then becomes -20KSI or ( [+20KSI] + [-40KSI ]) = -20KSI. In this example, the magnitude of protection against subsequent stress cracking has been reduced by 50% simply because of the existing tensile stress in the tool. The difference
between a normalized tool and this example is shown in the below graph:
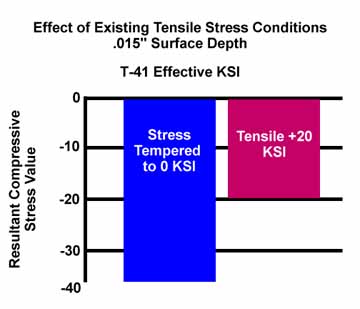
A die caster is, therefore, taking the Algebraic Gamble regarding the final induced compressive stress level when processing tooling that has not had regular preventative maintenance or whose value of existing tensile stress is not known. It is best in most cases to heat stress temper the tooling prior to having us process it. This temper should be at least 50 degrees
less than the last draw temperature and is typically 1000 to 1050 degrees F. If not specified, we use a 1000 degree F value.
The long awaited "E501
Die Care Maintenance Manual" from NADCA is now completed. The booklet contains information to answer a variety of questions regarding the care and maintenance of NEW, PRODUCTION, and WORN die cast tooling. Included are numerous "Check
Lists" to assure that proper procedures are used when setting up dies for sample and production runs along with hints, tips and precautions to take to assure maximum tool life and performance. For further information regarding availability and pricing, contact Steve Udvardy - Education Director at NADCA Headquarters 847-292-3600.
|
