|
Residual tensile stress from welding is
created because the weld consumable is applied in its molten state. This is its
hottest, most expanded state. It then bonds to the base material, which is much
cooler. The weld cools rapidly and attempts to shrink during the cooling.
Because it has already bonded to the cooler and stronger base material, the weld
is unable to shrink. The net result is a weld that is, essentially,
"stretched" by the base material.
The heat affected zone is usually most
affected by the residual stress and hence where failure will usually occur.
Inconsistency in the weld filler material, metal chemistry, weld geometry, porosity,
etc..., act as stress risers for the residual and applied tensile stress to initiate
die fatigue failure |
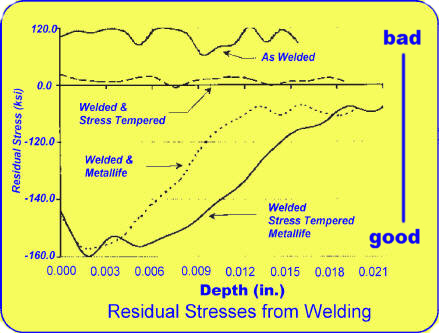
As shown above,
MetaLL
ifeÒ
is extremely beneficial in reversing the residual stress from welding that tends
to cause failure. These stresses in the die cast tool's heat affected zone
are converted to a
beneficial compressive state.
The above graph demonstrates a number of
interesting changes in residual stress when welding, thermal stress relieving
and after
MetaLL
*ifeÒ.
Tensile stresses generated from welding are additive with applied load stresses.
This is why these combined stresses accelerate failure at welded locations.
Heat stress tempering to reduce the tensile to
zero (approximate) then following with
MetaLL
*ifeÒ, restores the integrity of the weld
and its relationship with the base material. |