| |
|
Javascript DHTML Drop Down Menu Powered by dhtml-menu-builder.com
Closes Small Cracks in Die
Steel Surfaces
A temporary plastic
flow of metal occurs at the moment of kinetic energy transfer at the tool's
surface. This closes smaller surface cracks that may be present.
MetaLLife
is the only surface engineering process that can accomplish this.
Before |

After |

click for larger view |

click for larger view |

Before |

After |
Prior to
MetaLLife
the only choice for die casters was to weld, resink, or replace the tooling.
Now with
MetaLLife, a third and less costly alternative is available.
To effectively do this, the crack should not be larger than .020" in width
or depth. The heat checking reference chart at the right shows varying
degrees of cracking and how likely it is that these cracks will close.
Badger has found that many tools are retired early in their life (Stage
1,2,3) when
MetaLLife
processing could have extended their useful life.
For the best
results, the cracks should be cleaned to remove all accumulated solder.
This can best be done by using sodium hydroxide (NaOH) in combination with
ultrasonic cleaning, such as offered by
FISA
Some breakout from
cavitation effect may be partially hidden. This correction is limited
in cases where significant metal has been removed.
Cavitation Effect
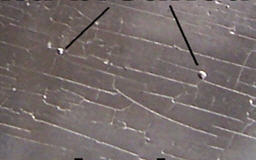
Even though some
larger cracks cannot be closed, there is still compression at the end of the
crack that will slow future propagation.
Related Topics> -
Cavitation -
Crack
Propagation |
|
|
|
Based on 46-48Rc

Stage 1 - Compression Closure - Yes

Stage 2 - Compression Closure - Yes

Stage 3 -
Large
Crack Closure - Partial

Stage 4 -
Larger Crack Closure - No

Stage 5 -
Cracks
to large to close

Stage 6 -
Time to
retire tooling |
|
|


