|
Users of the MetaLL ifeŇ process are already familiar with the varying degrees of compressive stress that may be induced and the
resulting approximate topography produced from these "T" processes as they are called. As a rule of thumb for a given die hardness the amount of topography
change is directly proportional to the relative degree and depth of compressive stress. The higher the "T" value, the more
compressive stress that is induced.
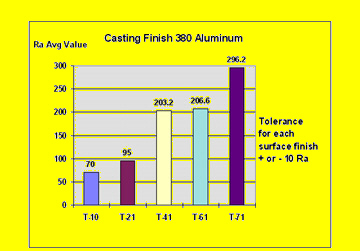
A frequently asked question in conjunction with this is "what surface ra can be expected from these different processes
on the casting"? The chart graph above shows the various surface finishes
that were taken from a casting produced from H-13 with a 47Rc hardness.
This same topography can be expected on other steels with similar hardness. When applied to Cold work steels, since
they are much harder (avg 58-62Rc), surface finish of the tool has never been a
problem or concern.
In 1995 we took profilometer readings for surface topography of the various MetaLL ifeŇ
finishes using a mechanical type of gauge. Since then technology along
with our equipment has been updated. The readings shown here were taken
in December 2008 with a digital readout profilometer - Mitutoy FJ-201P.
These values are also shown in graph form -
click here
or on the above chart to see these enlarged graphs. For the new
millennium, we now have a new casting that shows 10 processes instead of the five that existed in 1995. This new casting was produced from 47Rc H-13 die material. Customers can now use this
NEW sample casting to take their own profilometer or
surf-test measurements and get accurate representation of surface finishes for their tooling. These new castings are available by calling, faxing or
emailing us. Note: Not all measurements
were taken with 100" travel at this time.
In 1995 a Mitutoyo #201 Surf-test instrument was used. Five readings were taken
for each topography and then averaged.
The above graph shows the resulting Ra micro inch value recorded for each of these finishes.
The topography and therefore the surface finish will vary depending on the final hardness of the die steel. A die surface harder than 44Rc will produce corresponding topography that are less than the graphed values, while a softer surface will result in more topography and higher values. Due to tolerance levels and
calibration factors we have factored a tolerance of + or - 10Ra to these measured values.
Customers requiring the most protection from premature or existing thermal stress cracking should request, if possible, the T-41H, T-61, or T-71 finish since it provides a greater depth of
compressive stress. Our .T-41H (high intensity) process gives more topography than our standard T-41, and much larger values and depth of compressive stress.
Our T-10 process (not shown) is only being used for sensitive configurations or small core pins. Please use our 2000 Sample Casting to answer customer's questions regarding expected casting surface finish.
.
|