|
|
|
|
Questions/Topic
|
Response
|
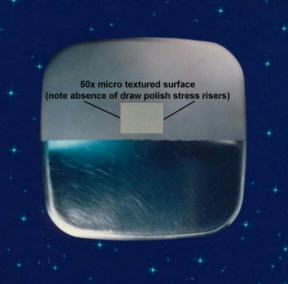
| How does the topography of the surface
quality of
MetaLLife
help me? |
In
addition to trapping lubricant which helps casting release, the molten metal
flow is improved without the need for extensive stoning and draw
polishing which exacerbates premature surface cracking.
Other 2006
studies by Case Western University show that lubricant
retention also helps to increase die life.
The residual die lubricant film insulates the
surface of the die from direct contact with the molten metal thus lowering the
maximum surface temperature. This promotes longer die life which was confirmed
in a Case Western's standardized dip tank test.
Return to top |
How
will
MetaLLife
help my porosity problems when casting magnesium parts with thin walls or hard
to fill shapes? |
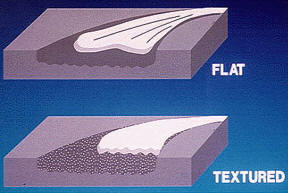
A tool after
MetaLLife
processing has a slightly changed topography. This surface can vary depending on the
"T" process applied.
Because of this topography, molten metal coming into the die becomes more
turbulent which forces a roll over action on the active face of the tool. This
permits quicker and better filling during the die casting cycle.
Return to top |
Coatings and Diffusion
Do I need to do anything else to my tooling? What about coatings, platings, and diffusion processes?
Is it important to prepare the substrate before a coating is applied? |
MetaLLife, by itself, provides excellent protection against heat checking. It also reduces soldering, slows gate erosion, improves metal flow
characteristics, reduces porosity pocket concentrations, and sometimes allows
reduced casting
pressures. If so desired,
MetaLLife can be subsequently coated, treated, or welded (reprocessing of the heat affected zone or complete casting area of the die may be
necessary). We caution against the use of any subsequent treatment that involves the use of an extended high heat (1800-1900 degrees F) condition.
X-ray diffraction tests show no degradation of the compressive stress benefits when
PVD coatings are applied. Prior to applying a coating, it is extremely important to protect
against substrate failure of the tool which will also cause the coating to
fail. Compressive stress with
MetaLLife
and/or
ThermaLLife
is an excellent way of doing this. It also cleans the tool so that the
coating is not compromised by undesirable foreign elements. We have also tested our ferritic nitro carburizing process (ThermaLLife) and found it to combine
extremely well with the
MetaLLife process to
afford the benefits of a coating at a MUCH LOWER COST.
|
Applying to New tooling
I know
MetaLLife provides benefits when done to old tooling by closing heat checks and protecting welded areas. Will I see benefits if I
apply it to my new tools?
|
This is one preferred method. A good Proactive Preventive Maintenance program for new tooling
is applying
MetaLLife
before any molten metal has contacted the tool's surface and then repeating it at determined intervals.
It has been proven by X-ray
diffraction and micro analysis that small cracks from residual tensile stress
develop even after only a few hundred shots which typically occurs during the sampling and PPAP approval process. It is important to
prevent these cracks and convert any stresses from prior stoning to compression
before running the tool for production purposes. With the use of new CNC
technologies, most tooling does not require PPAP thus allowing Metallife to be
included further up in the build process. This can eliminate the need for most
draw polishing and stoning which is actually a stress inducing operation.
The next Maintenance application interval for
MetaLLife should be anywhere from 20,000 to
50,000 shots.
A prior heat stress temper should also be included. We offer this service which is done on an overnight basis using
our facility here in Milwaukee, WI. Some customers do an extra stress
temper between each
MetaLLife treatment. This stress temper, which is usually done at 1000 degree F, does not remove all of the compressive stress
benefit, the altered grain boundary structure and topography improved metal flow is not affected.
|
Used Tooling,
I am repeating the process or applying
MetaLLife
for the first time on Used Tooling, what do I need to do? |
MetaLLife
is both a line of sight and non-abrasive application. The objective is to
induce a very high level of compressive stress fatigue resistance.
Anything that impedes this ability needs to be addressed prior to application of
the process.
All solder of a mechanical or
inter-metallic origin should be removed if it is in the desired process area.
This includes any aluminum that may be embedded in larger cracked locations.
The die tooling should then be cleaned with any loose residue or greasy (cosmoline)
surface removed. Because of liability concerns, Badger does not, at
present, offer any services in this area other than removal of rust preventative
that may have been applied prior to shipment by the requesting customer.
Return to top
|
Still see Heat Checks
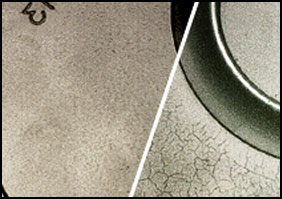
After processing a used heat checked tool, why is it I can still see areas on the die that appear to have not been effectively closed?
|
There are
limitations to the size of the cracks that
MetaLLife
is able to close.
See sidebar. The cracks that do not close are put into compression
on each end which retards further propagation of these cracks.
Also some dies experience a breakout condition in the cracked areas of the tool
which could be exacerbated heat checking or because of cavitation of the molten
metal. At pressure variation locations, this indicates that the crack has
been affected by pressures that are lower than the vapor pressure of the molten
metal. The resultant high energy impaction of the vacuum bubbles when they
collapse have pounded a specific weakened area on the tool causing a piece of metal to fall out. Although
MetaLLife
can sometimes blend the smaller cavitation breakout area locations, it cannot replace
any missing metal. This breakout then shows up as raised areas on the
casting. The die should be properly welded (with no porosity in the weld) in the
seriously damaged areas prior to processing.
MetaLLife also checks the weld integrity. Any unwanted weld porosity (which would have
prematurely failed during production) is immediately identified
during
MetaLLife processing. Even though
MetaLLife may not completely correct and close all cracks in a tool due to their size or location, the high levels of the induced compressive
stress, prevent further propagation and degradation of the cracked area. It is not unusual to restore an uncastable tool to a usable condition and run another 30,000 - 40,000 shots.
|
Topography v/s Drag
Won't the surface topography cause the tool to drag if the draft angle is minimum or the casting shrinks to the
MetaLLife side?
|
Although this may occur after
processing the shrink side of a tool with little to zero draft with our T-41H
process, there are some alternatives to take to eliminate this concern in
these areas.
-
The tool may be processed with a lesser topography in these areas or minor polishing
with fine emery or Scotch-BriteÒ can be done after processing to remove the
rounded peaks
on the surface. Polishing only removes some of the peaks generated during treatment.
At this same time a somewhat higher level of compressive stress is revealed
since, by physics, a higher level of compression is just below the
surface. The beneficial compressive stress sub-surface layer is .010" to .020" in depth.
-
More effective crack closure is possible when the higher level T41-H or T-40H process is used. Using the new
T-41 process may also be a desirable solution, since
this process still offers a
high degree of compression but less topography than the T-41H process.
|
|
My tooling
has an acid etched finish. Will
MetaLLife
damage or remove it? |
Our experience since 1983 with
acid etched surfaces shows that we are able to, in most cases, apply the
MetaLLife
treatment without damaging or removing special etched finishes that are applied
for cosmetic purposes. Each case is treated and evaluated on an individual
basis. It is best to call us regarding your concern so that your specific
requirement can be reviewed.
Return to top
|
Runner/Gate and
Partial Processing.
If only certain areas of the die casting insert or slide area
need to be done. Do I need to do the gate or runner?
|
Doing only part of the die could set up possible stress risers where the unprocessed zone meets a processed area. Badger, for this reason, does the entire wet area (casting area) including the runner/gate area of the insert. When an area is specified to receive no processing due to surface finish requirements, we still like to apply the
minimum T-10 process or lesser T-00 for this reason. Since the topography of this area enhances metal flow and
buffers possible washout effect due to cavitation during filling, the gate or runner section is also processed . For the same reason we recommend doing both the Cover and Ejector sides of the tool. After all, metal flows on both sides of the tool, so it's important to protect and enhance both
surface areas even if one side of the casting does not have a cosmetic requirement.
|
Thermal Transfer
Won't the topography change decrease my thermal transfer coefficient by causing excessive lube build-up on the tool?
|
Tests at The
Ohio State University performed through NADCA have proven that
the topography actually increases the thermal transfer rate. The increased surface area resulting from the micro topography allows for increased heat dissipation at the die's surface. Increased heat dissipation translates to longer tool life.
|
Painted Castings
I am concerned about how my casting will look when it is painted?
|
Paint adheres better to this
topography. Powder painted surfaces show little to no difference in appearance even when a
varied topography such as
T-40H, T-41H,
T-61 or T-71 is applied.
Field tests confirm this fact. The resulting surface of the tool actually
enhances the coverage and appearance of the paint especially with powder paint processes along with providing a better surface for adhesion. Castings that are "E" coated and
must not show any topography can also be obtained. Please contact us regarding specific requirements if this is the case.
|
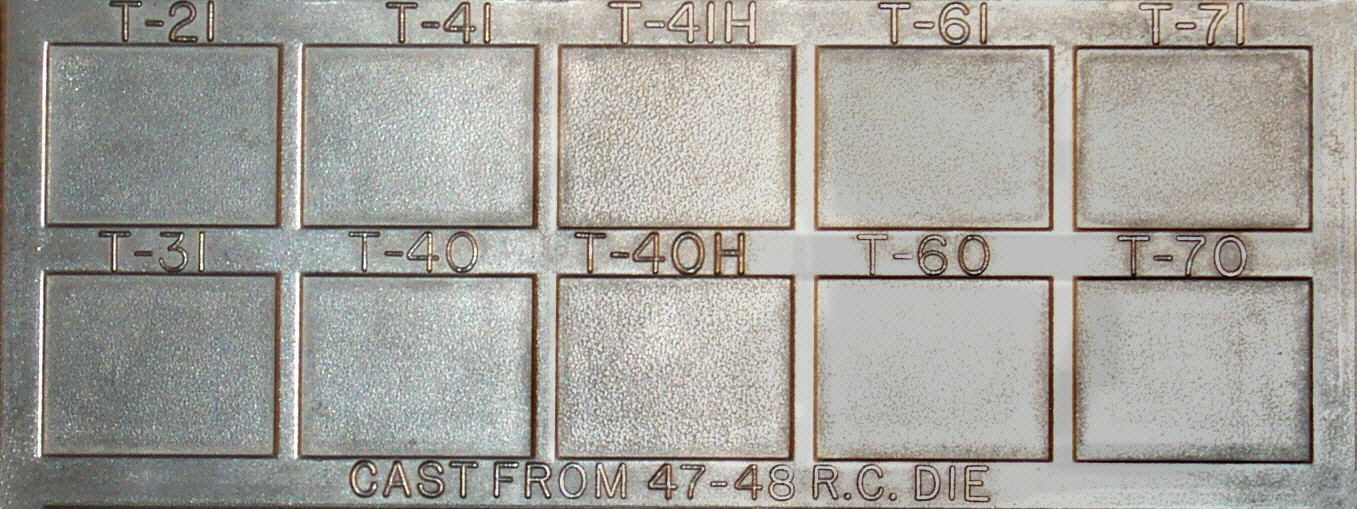
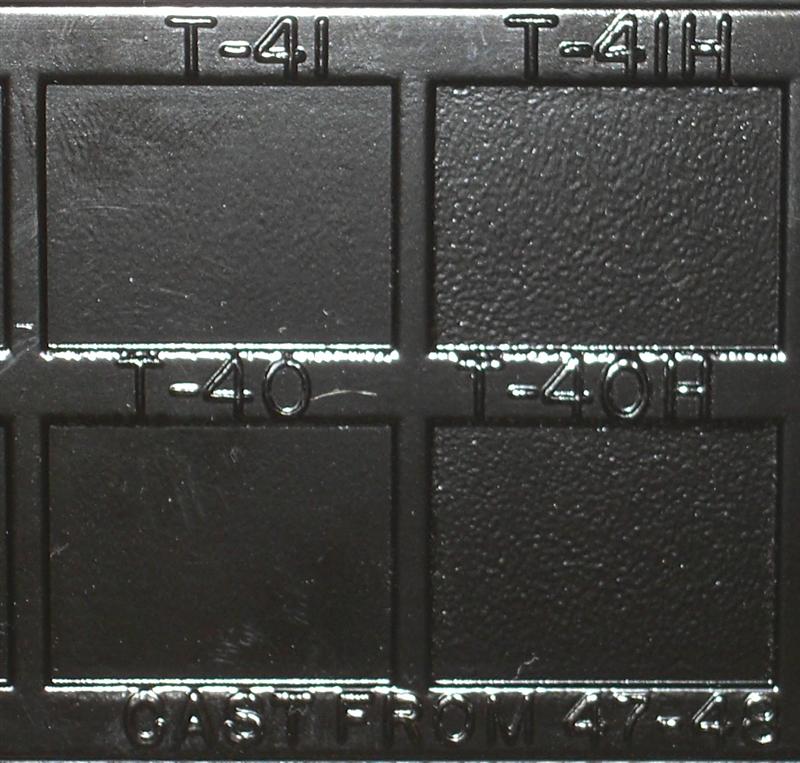
BMT Sample Casting
Will some of the topography shown on the Badger Sample Casting be too much for my application?
|
The sample casting, that can be requested from
Badger, shows 10 available processes. The cover side of this tool (topography side) was made from H-13 material (47Rc) while the ejector (MetaLLife
Logo side) was produced from P-20 material. A
visual examination of the P-20 side will show how rapidly this run of only 5000 pcs has caused heat checking to develop on this side which was not
MetaLLife protected. The most common processes being used are the T-41 and T-41H. If your tool has very little draft on the shrink side of the casting, the walls can be processed to produce less topography. This area can also be polished to remove the peaks that are formed during MetaLLife.
Doing so will not compromise the compressive
stress levels induced by the T-41H process. A
higher level of compressive stress is revealed since, by physics, the highest
level of compression is just below the surface. The beneficial compressive stress
sub-surface layer is .010" to .020" in depth.
Very few of our customers find
it necessary to do any polishing or rework after the T-41H process had been
applied. The most common processes being used are the T-41 and T-41H. If your tool has very little draft on the shrink side of the casting, the walls can be processed to produce less topography. This area can also be polished to remove the peaks that are formed during
MetaLLife.
Doing so will not
compromise the compressive stress levels induced by the T-41H process.
Very few of our customers find it necessary to do any polishing or rework after
the T-41H process had been applied.
Most tooling produced after 1996 exhibits rockwells in the range of 46-50Rc. This casting is very representative of what you might expect regarding surface finish on your casting.
Please be aware that the amount of
topography on the surface has no relationship to the degree or depth of
compressive stress that was induced. In actuality the highest degree of
compression for a specific tool steel is induced when there is no topography.
This has been confirmed by processing test coupon samples of H-13 steel which
were ferritic-nitro carburized prior to
MetaLLife with T-41H. Even though these steel surfaces were extremely hard (70+ Rc) and had no topography, our
X-ray
diffraction measurements showed almost -200KSI of compression on the surface with
a significant depth measurement.
|
Stress Relieving Methods
Is
MetaLLife similar or the same as processes that are advertised to relieve stresses using vibration or other mechanical means?
|
No!
MetaLLife is a proprietary process that is designed to induce stresses rather than relieve them. The stresses we induce are compressive
(beneficial) as opposed to tensile (destructive). Other processes that advertise "relieving" do just that but do not generate the necessary
compressive stress values that protect tooling from failure. An examination of
these processes X-ray diffraction curves will attest to this.
Our process has nothing in common with the vibration method of relieving stress except both starting with the name "Metal..."
MetaLLife does not involve vibrating the tool in any way. Also the vibratory method does not close cracks, induce compressive stress levels,
or add topography. From our corporate association with NADCA's Die Material Committee, its task force members and testing that was done, they prefer to recommend heat for stress tempering prior to
MetaLLife.
|
Welded Areas
My die has been welded in certain areas, will this be detrimental to the
MetaLLife application?
|
Quite to the contrary,
MetaLLife is an excellent method for checking the integrity of welded areas of dies. Not only does it induce a high level of compression,
but it also relieves any stresses in the heat affected zone. If there is porosity in the weld,
MetaLLife will expose these areas which can save a tremendous amount of additional downtime to fix these hidden flaws in the welded area.
Because of welded areas inherent additional hardness to the virgin metal, there will be a difference in the topography
and color of the virgin to welded area. Both of these are not relevant to
the physics and successful application of the process.
|
Application over previously Hardened Surfaces
My die has been Rocklinized or nitrided, how will this affect the application of
MetaLLife?
|
Anything that hardens the surface beyond the normal hardness parameters of H-13 or maraging
materials will impede the topography effect and plastic flow that closes cracks.
MetaLLife will still induce high levels of compression, however, which will counter any tendency the surface has to prematurely heat
check. Closing any cracks that develop in the nitrided, ferritic nitrided, or Rocklinized surfaces will
be more difficult to impossible. Previously applied Solvenite treatment,
because of its extremely thin diffusion zone, do not have this problem.
|
|
Area of Coverage
and Die Color Variations |
On larger flat or contoured surfaces, there can sometimes appear
to be a visible coloration difference of the surface. Some customers
interpret this to mean that the area was missed.
Prior to application of Metallife, the entire area to be
processed is marked with a special paint that identifies what process is
performed. After application of the final step (2-3 normal), at a minimum
of 200% coverage, an inspection is done to assure all of the marked areas have
no remaining residue.
See Certification. This assures that the
process was properly applied per the saturation and coverage requirements.
Return to top
|
|
After we had the die
MetaLLife processed it did not appear to retain the compressive stress benefits and cracking started to occur again after only a few
thousand shots.
|
There are two possible reasons for this isolated occurrence. 1. If the tool steel has a poor micro-structure or was improperly heat treated,
MetaLLife
will not correct this condition. This situation can be easily confirmed by doing a
metallurgical examination of a coupon sample from the die which will confirm the condition of the tool steel. 2. Even though we increase the fatigue resistance by 30-40%, sometimes the actual operating stress conditions of the tool steel is still above this increase which would not prevent the same type of premature failure one was experiencing before
MetaLLife.
An example of this would be improperly preheating the die, removing a stuck casting
with a torch, or some other type of non-standard SPC.
|
|
Does the processing with
MetaLLife to NEW or USED tooling cause dimensional changes that would cause unacceptable out of spec parts?
|
MetaLLife and
ThermaLLife do not affect the tolerances or dimensions used for casting parts in the die casting process. Our process is not a coating or plating that causes dimensional growth changes to tooling
which would make die cast parts unacceptable.
|












{kind=link}
{kind=link}